Russian
Russian ń«ĆõĮōõĖŁµ¢ć
ń«ĆõĮōõĖŁµ¢ć
Structure Of Metal Slitting Machine
2019-11-27 10:46 ┬Ā┬Āadmin
The metal slitting machine is a device for longitudinal slitting of wide coil materials. Therefore, this word is used in various industries, and we can understand it from the scope of use. The metal slitting machine is mainly used for slitting metal coils: this is also the mainstream product in the current metal shearing equipment, which is often seen in the market. Such as Steel Coil Slitting line, which is mainly used in steel processing manufacturers (steel market operators, rolling mills, electrical industry, automotive, stamping parts, etc.). Metal slitting machine structure: equipment consisting of unwinding (unwinding), material positioning, slitting and slitting, coiling (rewinding), etc.
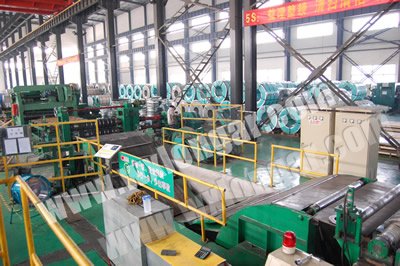
Steel Coil Slitting line
Structure and function of metal slitting machine:
1. Storage table: It is used to store the raw materials that need to be processed.
2. Rolling trolley: The standby raw materials stored in the storage table are transported into the unwinding machine, and the raw materials are pushed into the unwinding drum by raising, lowering, and moving forward and backward. Usually, it can be made visually or manually. Fully automatic "V" plane or roller plane.
3. Uncoiler: usually single cantilever type. If the weight of the raw material is large, auxiliary support is required at the end of the unwinding drum. The unwinding machine base usually has the function of moving back and forth along the parallel direction of the single machine, which can effectively and quickly complete the centering of the raw material. Generally, the method of visual / backward movement can also be made into automatic centering, but it needs to increase expensive expenses.
4.Pinching, leveling and shearing: Pinching wheels usually adopt hydraulic, pneumatic and electric lifting devices. The leveling machine generally adopts electric hoisting and worm gear structure to ensure the stability of lifting positioning. Hydraulic shears are usually used to ensure that the ends of the raw materials entering the disc shears are flush. Its drive is generally driven by a stepless speed regulation motor to ensure that the line speed of the entire machine is smoothly synchronized.
5. Looper pit: As a buffering device for the speed matching of the raw material in the pinch and slitting machine, a transition platform such as hydraulic and electric lift is usually used to feed the raw material into the pinch and side guide device.
6. Side guide position and clamping device: The side guide position is a lateral positioning device used as a raw material when it is rapidly advancing, usually using a vertical roller or vertical plate structure to ensure the lateral positioning of the raw material during longitudinal cutting so that no running will occur. Side, resulting in poor cut width of the finished product.
7. Disk Shear: Disk Shear, also known as slitting machine, is the core device of the production machine. It can cut different finished product widths through different combinations of blades and spacers. The precision of its Slitter Knife is very high.
8. Transition platform: The transition platform is a device that transitions the cut finished product into the finished product looper buffer pit. It is required that the part close to the disc shear can be lifted freely to facilitate functions such as the blade row group and the quality measurement of the finished product. The tail material pressing device prevents the finished product from falling into the looper pit after cutting and forming a mess and knot.
9. Waste edge coiling machine: The waste edge coiling machine adopts a disc type take-up device, which winds the waste edges after cutting the materials into bundles, which is convenient for the storage and transportation of waste edges.
10. Finished product buffer pits: When cutting multiple strips of material in sections, due to factors such as the thickness tolerances of the original materials and uneven tension at the tension production station, the length of the finished product varies. And other functions.
11. Front partition device: The front partition device is used to pre-separate and separate the finished product before it enters the tension production station, so that the finished belt will not cross or overlap when it is squeezed by tension.
12. Tension generation station: The tension production station is divided into traditional plate tension station, more advanced belt tension station and roller tension station. Generally, adjustable oil pressure is used to lift and lower the pressure to achieve the function of generating tension. Belt type and roller type Then use sliding friction resistance to generate tension.
13.Pinching and shearing machine: The pinching machine is used to provide power for the finished product belt when it enters the winder, or the power supply device for feeding the finished material into the winder after the slitting and cutting machine cuts the finished product.
14. Rewinding Machine: It is a device that rewinds the finished product into rolls.
15. Unloading trolley: It adopts hydraulic lifting and "V" structure design to ensure the stability of the finished product roll. The finished product roll is transported out of the reel by hydraulic or electric drive and reaches a place where it can be easily lifted. To prevent the finished product from overturning, there are generally anti-rolling vertical roller jacks.
16. Electrical control cabinet, operating table, electric, hydraulic, pneumatic generating station, etc.
The above is the structure of the metal slitting machine, I hope to help everyone.
┬® 1994-2020 Wuxi Longar Machinery Manufacturer Co.,Ltd.
┬ĀAll Rights Reserved ┬Ā ┬ĀDesign by WxlonGar┬Ā┬Ā┬Ā┬Ā┬Ā┬Ā┬Ā┬Ā┬Ā┬Ā┬Ā┬Ā┬ĀPrivacy Policy